フィラメントを接合しよう!
↓アルミのヒーターブロックはとりあえず思ってた構造を作りました.
↓次は、ヒーターブロックを左右からサンドイッチしてフィラメントを支える構造が必要になります.そこは200℃ぐらいの熱に晒されます.また、フィラメントが溶けないように伝熱性の小ささも必要です.
伝熱性について調べたところ、アルミ150W/mK、石膏0.22W/mK、FR4 0.25W/mKとなっていて、意外に石膏≒FR4です.
耐熱石膏
石膏なら使えそうだと思っていたのだけど、、、石膏って表面が削れて白い粉がフィラメントに付着します.接合部に石膏が混入してしまったら嫌ですから、採用見送りかな.
それで石膏以外の材料を探しています.検索key word「無機質 接着 充填」の界隈が目的の素材に近いです.
セメント
石膏よりは硬そうです.しかし骨材(砂)の混ざってない純粋セメントがnet shopで見つかりません.それに骨材を含まないと強度が弱そうです.
モルタル
ダイソーで売ってる.しかし砂が混ざっているので、フィラメントを通すM1.8の穴をドリルで空けるのが難しくて使えません.
セメント抵抗の充填剤
これがいい感じだけど、小売りされてないんです.
タイルの目地に埋め込むものです.粒子のきめが細かいのがよいところ.しかしボソボソしてて弱くて使えません.
耐熱パテ/マフラーパテ
見た目はチューブの接着剤.耐熱性は申し分ない.骨材が入っているのかどうかは不明.¥1000未満の物も売られているので買ってみようかな.
放熱器接着剤
こういうジャンルもあるのだけど、、、なにせ放熱用なだけに熱伝導性は良いのだと思われ、落選!
珪藻土壁材
数kgなどと大量すぎる上に価格も高い.それにたぶんあまり硬くない.
ダイソーの素焼き調粘土
こねた時の感触は紙粘土に近い.ちぎると繊維が見えます.それもそのはずで成分は、石粉・水・パルプ・合成糊剤 となっています.パルプは高熱に耐えられそうにないです.(ダイソーの「石粉ねんど」も成分は同様です)
オーブン陶土
¥500ぐらいで買える.練り込んである樹脂が180℃で溶けて固化する仕組みなので、耐熱性は弱いと想像します.
タイル
フツーのタイルを切って穴を空けて、適宜接着などして使うプラン.タイルは硬いのでM1.8のドリルの歯が立ちません.
素焼きレンガ
硬さと耐熱性はOKだと推測しますが、巨大すぎて切断するのがかったるい.糸鋸盤で切断できるとは思いますけど...
ケイカル板
硬さ、耐熱性良好です.しかし売られているのは巨大すぎて買う気にならん.
珪藻土足拭きマット
ニトリでアスベスト騒ぎがあった時期の1年ぐらい前に誰かから貰ったもの.アスベストが入っている可能性がある産業廃棄物.のこぎりで少し切ってみたところ、ケイカル板よりも柔らかく断面が粉っぽいのでイマイチな産廃です.
素焼きレンガ、ケイカル、マフラーパテを買ってみようかと思います.
ーーーーーーーーーーーー
素焼き調粘土/オーブン陶土を炙る実験
1)300℃で強制乾燥させてみる
300℃の熱風で各2~3分間ぐらい炙ってみました.
左がダイソーの素焼き調.右がオーブン陶土.
素焼き調は内部が湿っていて柔らかいです.ダメな感じ.
オーブン陶土は固化しました.オーブン陶土にはそれなりに強度があるのと、表面が剥がれ落ちないので好感触です.
↓熱風マシンははんだリワークで使う物です.
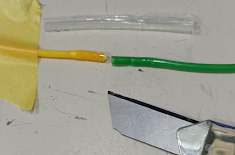
2)穴を開けてみるオーブン陶土にドリルで穴空けします.割れちゃったけど、慎重にやれば円満にM1.8穴を穿てると思われます.硬すぎず柔らかすぎずです.
どちらも炭化して赤く燃えたり発煙したりします.
加熱で柔らかくなると予想していましたが、さにあらず.樹脂が蒸発したと思われ、「蕎麦ぼうろ」みたく表面がボソボソになりました.ピンセットで突くと剥がれます.
「蕎麦ぼうろ」ほど酷くはないけど、表層が粉になりました.
オーブン陶土は、硬さ、穴あけ性などはイイ感じですけど、耐熱性が不足する結果となりました.
かしこ